Модель пильного диска
Для понимания процессов происходящих в круглой пиле важно представить себе модель пильного диска. Только тогда, предпринимая очередную попытку исправить дефекты диска, вам удастся сделать это с первого раза. Пильный диск очень трудно исправить методом перебора. Действовать нужно только осмысленно, понимая как добиться поставленной цели.
 Роль напряжений в пильном диске.
Роль напряжений в пильном диске.
Пильный диск изготавливается изначально плоским. В дальнейшем формой пильного диска управляют напряжения, возникающие в металле. Исходные, созданные в диске в процессе его изготовления и подготовки к работе. А так же текущие, возникающие при работе пилы, вследствие воздействия сил центробежного ускорения и температурного нагрева различных зон диска. В процессе работы пильный диск, как термомеханическая система, испытывает номинальный нагрев подвенечной зоны от работы резания. А так же различные неноминальные виды нагрева. Например, от трения выпучин о стенки пропила, от трения одной стороной диска вследствие чашеобразности или от греющихся подшипников пильного вала. На диск воздействуют внешние изгибающие силы от несимметричного поднутрения зубьев пилы, поперечные колебания, распиливаемого лесоматериала и продольные толчки от неравномерности его подачи.
Для того, что бы упростить понимание достаточно сложной модели пильного диска, в этой статье мы рассмотрим поведение идеального, симметрично прокованного пильного диска без выпучин, работающего в условиях номинального нагрева подвенечной зоны от работы резания, выполняемой зубьями пилы. Все остальные дестабилизирующие факторы, воздействующие на диск - отсутствуют.
Распределение напряжений в идеальном пильном диске.
После финишной шлифовки новый пильный диск в идеале должен быть плоским и ненапряженным. Для того, что бы диск стал работоспособным, в его центральной части создается распирающее напряжение сжатия. Делается это вальцеванием или проковкой пилоправными молотками. Создание напряжения сжатия в центральной части пильного диска собственно и является проковкой. Таким образом, мы готовим пильный диск к нагреву подвенечной зоны от работы резания, выполняемой зубьями пилы. Обладая определенным коэффициентом температурного расширения, подвенечная зона удлиняется. Если предварительно не распереть центральную часть пильного диска с помощью проковки, удлинившаяся подвенечная зона превратит пильный диск в винт по форме напоминающий восьмерку.
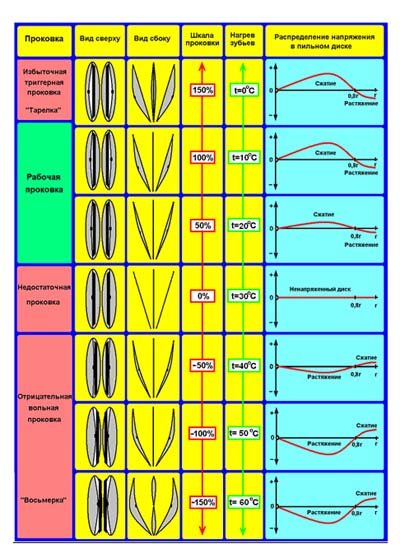
Правильное распределение напряжений в пильном диске показано в верхней части таблицы. (Здесь и далее по тексту все ссылки на таблицу 1). В ней показаны нулевые напряжения в ненапряженном пильном диске, а затем по мере увеличения проковки рост сжимающих напряжений в центральной части диска и рост растягивающих напряжений в подвенечной зоне. Точкой перехода знака напряжения является 0,8 радиуса.
Распределение напряжений в перегретом пильном диске иллюстрирует нижняя часть таблицы. Даже будучи хорошо прокованным, перегретый пильный диск постепенно переходит через ненапряженное состояние, а затем меняет знак распределения напряжений на противоположный. В таком диске напряжения сжатия испытывает уже подвенечная зона, а центральная часть подвергается растяжению. Как бы интенсивно не был прокован пильный диск, перегрев подвенечной зоны неминуемо превратит его в восьмерку. Смотрите колонку нагрев зубьев и вид диска сбоку внизу таблицы.
Причем, если пильный диск был своевременно выведен из пропила и правильно охлажден, он снова возвращается в зону рабочей проковки и способен прямолинейно пилить дальше. Однако это справедливо только в случае нагрева подвенечной зоны на температуру не более 60-80оС. При нагреве на большую температуру в пильном диске наступают необратимые изменения, которые можно исправить только механическим воздействием на диск с помощью пилоправных операций.
Таким образом, пильный диск, имеющий определенную исходную проковку, испытывает при пилении изменяющиеся по значению и знаку напряжения растяжения и сжатия, приводящие к тому, что его текущая проковка постоянно плавает по шкале проковки вверх и вниз. Соответственно, вхождение пилы в рез приводит к движению вниз по шкале проковки, а охлаждение при вращении на холостом ходу - к движению вверх.
Шкала проковки пильного диска.
До сих пор не существовало единой шкалы проковки пильного диска и методик самостоятельного определения проковки для каждого типоразмера круглых пил. Автором впервые вводится такая шкала. Проблема в том, что одним из немногих неразрушающих методов оценки проковки является измерение стрелы прогиба пильного диска, уложенного на три точки, расположенные непосредственно у междузубных впадин под углом 120 градусов. Однако значение оптимальной стрелы прогиба конкретного диска зависит: от марки стали, диаметра, толщины, конструкции пильного диска и условий его работы. Оно индивидуально для каждого типоразмера круглых пил и является лишь косвенным показателем проковки пильного диска.
Нынешнюю ситуацию с проковкой можно сравнить с измерением температуры до введения, например, шкалы Цельсия. Значения такого измерения были весьма размыты на холодное, теплое и горячее. Они субъективны и не поддаются методам инструментальной оценки. Поэтому автором и вводится новая шкала проковки пильного диска с измерением в процентах.
Соответственно выбраны и точки отсчета. Нулевой точкой отсчета выбрано ненапряженное состояние пильного диска - 0% проковки. Смотри таблицу. Шкала проковки.
Затем начнем абсолютно симметрично увеличивать проковку пильного диска любым известным способом, например вальцеванием. Металл диска способен "впитывать" в себя некоторое увеличение напряжения, оставаясь при этом плоским в вертикальном положении. Этот процесс называется пластическая деформация. Смотри таблицу. Вид сбоку от 0% до 100% проковки. А именно вертикальное положение, как правило, занимает работающий пильный диск.
В определенный момент металл пильного диска уже не может "впитывать", напряжения сжатия центральной части и растяжения подвенечной зоны. Непрокованная и растянутая подвенечная зона кольцом стягивает пильный диск. Он уже не может оставаться плоским и принимает чашеобразную форму. Причем, от приложения небольшого усилия, чашеобразность легко переходит с одной стороны диска на другую и фиксируется в этом положении. Т.е. диск приобретает два устойчивых состояния в вертикальном положении. Для таких состояний объекта в технике есть четкое определение - триггер. Наш диск становится триггерным. Смотри Вид сбоку при 150% проковки.
Следующая точка отсчета новой шкалы проковки такова. За 100% проковки принимается момент перехода пильного диска в триггерное состояние. Шкала проковки готова, остается только поделить ее на сто равных частей - процентов.
Шкала проковки пильного диска.
Необходимо пояснить изображения в колонке "вид сбоку". На рисунках изображена вертикально стоящая пила, а так же способ визуальной оценки проковки пильного диска с помощью наклона его вправо и влево от вертикали. В случае положительной проковки при наклоне пилы вправо и влево проваливается центр пильного диска, образуя чашу разной степени глубины. Оценить ее значение, можно приложив большую пилоправную линейку в зоне центрового отверстия вертикально к пиле, а затем наклонить линейку вместе с пилой на угол 30-60 градусов. Значение получаемой щели на метровой пиле составит от 0,1 мм на непрокованной пиле, до 2-х мм на 100% прокованной пиле.
Еще один способ визуальной оценки проковки пильного диска показан в колонке вид сверху. В этом случае линейка прикладывается к наклоненной пиле в зоне центрового отверстия горизонтально. С ростом проковки центр пилы при наклонах проваливается все больше. Это заметно и сверху и сбоку. При положительной проковке щель между пилой и линейкой примерно равна при обоих способах измерения.
В совокупности оба этих способа являются проверкой крестом. Когда большая пилоправная линейка прикладывается к наклоненной пиле поочередно вертикально и горизонтально.
Положительная и отрицательная проковка.
Мы уже знаем, что является положительной проковкой. Это номинальное распределение напряжений в пильном диске с зоной сжатия в центральной части и зоной растяжения в периферийной. Это хорошо видно в верхней части таблицы.
Но пила может обладать и отрицательной проковкой. В этом случае напряжения меняют знак на противоположный. Такая пила испытывает растяжение в центральной части и сжатие в периферийной. Смотри нижнюю часть таблицы. В этом случае расширившаяся подвенечная зона тянет на себя центральную часть пильного диска.
Причем создать такое распределение напряжений может не только интенсивный нагрев подвенечной зоны от работы резания зубьев пилы. С такими напряжениями пила может поступить к пилоправу после изготовления, после работы на станке и даже от неграмотного коллеги пилоправа. Отрицательная проковка зачастую бывает не видна на первый взгляд. Именно для ее распознания автором и был разработан метод проверки крестом. С его помощью можно отличить отрицательную проковку от положительной.
Дело в том, что в случае отрицательной проковки, второе горизонтальное измерение щели между наклоненной пилой и линейкой, в отличие от первого вертикального, дает прямо противоположный результат. У пилы проваливается не центр, а края. И чем больше значение отрицательной проковки, тем больше края пилы отходят от большой пилоправной линейки.
Пример. Значение горизонтальной боковой щели при отрицательной проковке около - 100% на диске диаметром 1 метр составляет около 2-х мм. Смотри нижнюю часть таблицы. Шкала проковки от 0 до минус 150%.
Еще более точным является способ определения знака и величины проковки с помощью измерителя торцевого биения и пневмоцилиндра, расположенного под углом 90 градусов от измерителя. См. статью Способы натяжения пильного диска.
Изготовители пил постоянно сталкиваются с отрицательной проковкой, они называют такие пилы - "вольными". Если поставить "вольную" пилу вертикально и потрясти ее, она легко "машет крыльями" и ведет себя как "кисель". А если потрясти вертикально поставленную пилу с легкой триггерной проковкой, у нее "бухтит" только центр диска, а края остаются жесткими.
Итак, мы имеем, отрицательную проковку пильного диска от винта и положительную проковку вплоть до тарелки.
Смотри таблицу. Вид сбоку. Какая же зона шкалы проковки является необходимой и достаточной для устойчивой работы пильного диска.
Зона рабочей проковки.
Рабочей проковкой является такое распределение напряжений в пильном диске, при котором диск воспринимает давление распиливаемого материала, нагрев от работы резания и силы центробежного ускорения без нарушения формы плоского упругого равновесия. В этом случае текущая проковка пильного диска не выходит из диапазона шкалы проковки от +100% до - 100%. Только в этом диапазоне пила остается плоской. Смотри таблицу. Хотя на краях диапазона отмечается возникновение нестабильных автоколебаний пильного диска.
Определения рабочей проковки является главным вопросом пилоправной подготовки пильного диска для конкретных условий работы. Но на самом деле имеется зона рабочей проковки, в которой пила может успешно выполнять работу резания. Причем крайние значения этой зоны разные для пил различного назначения и условий их работы.
Привожу некоторые конкретные рекомендации для монолитных стальных пил:
Торцовочные пилы. Находятся в резе не долго и, как правило, не успевают сильно нагреться. Они не имеют направляющих в подвенечной зоне и поэтому должны иметь большую поперечную устойчивость. А большая проковка снижает поперечную устойчивость, при этом увеличивая стойкость пилы к интенсивному нагреву. Для торцовочных пил излишняя проковка вредна, достаточно 30-50%.
Пилы с плавающей посадкой. Всегда интенсивно охлаждаются СОЖ через широкие направляющие. Как правило, имеют пониженную толщину диска. Тоже интенсивно не перегреваются. Требуют проковки в пределах 50-70%.
Пилы с жесткой, фланцевой посадкой. Они бывают разные.
Пилы, которые пилят без направляющих, например, на двухвальных многопилах, имеют увеличенную для своего диаметра толщину. Делается это, что бы скомпенсировать потерю поперечной устойчивости от большого количества прорезей термокомпенсаторов и стабилизирующих ножей. Такие пилы то же требуют проковки, но небольшой. В пределах 20%-40%.
Пилы, работающие на многопилах, оборудованных передними направляющими, должны иметь большой запас по перегреву подвенечной зоны и соответственно проковку в пределах 60-90%. Они могут иметь уменьшенную толщину, при условии малых торцевых биений посадочного фланца и грамотной регулировке передних направляющих.
Пилы большого диаметра сверхтонкого класса, применяемые на бревнопильных станках класса Кара, Лаймет, Магистраль, ЦДС, оборудованных регулируемыми передними направляющими, при работе полностью "тонут" в пропиле. Данные пилы работают без смазки в самых жестких условиях температурного перегрева. Соответственно они требуют самых глубоких, возможно достижимых проковок. В зависимости от времени года и уличной температуры. Зимой 60-95%. Летом 70-105% проковки.
Летом пила симметрично прокованная до 105%, ставится на станок в чашеобразном состоянии. А прямолинейный пропил может быть выполнен только плоской пилой. В процессе разгона пилы, за счет действия центробежных сил текущая проковка пильного диска уменьшается, повышается поперечная устойчивость. Как говорят профессионалы "Пила распрямляет крылья".
Исходная проковка.
Исходная проковка всегда должна находиться в зоне рабочей проковки. Переход за края зоны чреват потерей работоспособности пильного диска и ухудшением геометрии распиливаемых лесоматериалов.
Исходная проковка в процессе длительной работы пилы каждый день постепенно уменьшается. Работающий пильный диск постепенно теряет два пилоправных ресурса: правку и проковку. Во время очередного обслуживания, крайне целесообразно не только выправить пильный диск, но и придать ему максимально возможную величину проковки. В пределах верхней границы зоны рабочей проковки. Даже ровный, хорошо работающий пильный диск следует направить на пилоправное обслуживание по причине снижения проковки до нижней границы ее диапазона.
Пример. Стальная пила диаметром 1 метр на станке класса Кара, Лаймет, Магистраль, ЦДС способна распилить до следующего пилоправного обслуживания 400-500 кубометров круглого леса. При этом она теряет до 20% проковки. Учитывая то, что пила затачивается на бревнопильном станке с помощью заточного приспособления только по передней грани, ее зубья истончаются. Во время очередного обслуживания пила требует осаживания по диаметру на 20-30 мм для формирования полновесных зубьев с помощью заточного станка. При этом срезается внешняя часть подвенечной зоны пилы, что приводит к дополнительному снижению проковки еще на 20-30%. В итоге приходится поднимать проковку пильного диска на 40-50% до верхнего уровня зоны рабочей проковки. Зимой до 90-95%. Если проковка будет меньше, пила распилит меньшее количество пиловочника и значительно быстрее вернется на дополнительную проковку.
Чем сильнее прокована круглая пила, тем больший запас она имеет по перегреву подвенечной зоны. А запас вещь необходимая.
Пример. При штатном нагреве подвенечной зоны 100%-но прокованной метровой пилы на температуру 50 градусов, она еще останется работоспособной, и будет иметь форму плоского упругого равновесия и достигнет значения минус 100% проковки. Смотри таблицу.
Тогда как эта же пила имеющая проковку 60%, даже при нагреве на 40 градусов неминуемо примет форму глубокой восьмерки! Т.к. достигнет значения минус 150% проковки. Смотри таблицу.
Как уже отмечалось, текущее значение проковки пилы плавает во время пиления и соответственно нагрева подвенечной зоны от работы резания зубьев. Вверх и вниз по шкале проковки. Если текущая проковка не опускается ниже отметки в минус 100%, то пила остается плоской, а если опускается - пила превращается в восьмерку и глубоко зарезается в древесину. Иногда пилы топорами приходится вырубать из бревна! Причем, заметьте, речь идет о выправленных и отсимметрированных пилах. У которых, имеется лишь один недостаток - недостаточная проковка!
Самостоятельное определение исходной проковки.
Приведенная в этой статье шкала проковки является универсальной. Она учитывает все параметры пильного диска. И имеет исключительное значение для самостоятельного определения пилоправом необходимой степени проковки стальных дисков без стабилизирующих ножей. Если пилоправ не знает, до какого значения необходимо ковать данный конкретный диск, нужно симметрично проковать диск до 100% проковки, т.е. до момента перехода в триггерное состояние.
Затем произвести замер стрелы прогиба в 50-ти мм от центра пилы по трем точкам напротив опорных кулачков с каждой стороны пильного диска и усреднить полученный результат. Полученное значение стрелы прогиба и будет являться инструментальным показателем 100%-й проковки пильного диска. А теперь в зависимости от назначения и условий работы пильного диска необходимо осмысленно подобрать требуемую проковку.
Диски, имеющие стабилизирующие ножи и большое количество термокомпенсирующих прорезей доводить до 100% проковки нельзя. Зона рабочей проковки таких дисков находится в диапазоне 20-40%. В данном случае, проковку следует подобрать методом постепенного увеличения до получения приемлемой геометрии пиломатериалов. Или подобрать проковку, используя новые диски в качестве образца. Хотя российские производители часто изготавливают подобные пилы недостаточно прокованными.
Влияние на проковку сил центробежного ускорения.
Некоторым теоретикам старой школы свойственно преувеличивать влияние сил центробежного ускорения на проковку пильного диска. Реально же, центробежные силы снижают проковку пильного диска во много раз меньше, чем нагрев подвенечной зоны и давление распиливаемого материала.
Например, исходно прокованная до 105% метровая пила, во вращении будет иметь текущую проковку чуть менее 100%. Если же проковать пильный диск до 115 процентов, силы центробежного ускорения уже не в состоянии понизить текущую проковку пильного диска ниже рабочего уровня в 100%.
Такой перепрокованный пильный диск будет испытывать на холостом ходу периодические автоколебания и не даст ровного пропила. Но когда он прогреется от работы резания, и текущая проковка понизится ниже 100%, он начнет пилить прямолинейно.
В свою очередь интенсивный нагрев подвенечной зоны способен перевести знак проковки пилы вплоть до минус 300%! И превратить пильный диск метровой пилы в восьмерку с глубиной крыла до 100 мм!
Это однозначно доказывает, что влияние сил центробежного ускорения на работу пильного диска незначительно и в ряде случаев им можно просто пренебречь.
Предел увеличения напряжения в пильном диске.
Как видно из графика распределения напряжения в пильном диске, увеличение напряжения сжатия и напряжения растяжения наблюдается только до величины проковки плюс и минус 100%. Дальнейшее увеличение проковки-натяжения приводит к изменению формы пильного диска. Напряжения качественно меняются, они становятся несимметричными по отношению к плоскости пильного диска. На одной стороне напряжения становятся больше, чем на другой. Диск становится несимметричным, несмотря на то, что исходное напряжение было приложено с обеих сторон одинаково! Перейдя предел пластической деформации, диск выпускает напряжение в деформацию своей формы.
Директор ООО "Пилоправ.ру"
Организатор "Уральской школы пилоправов" им. Н.К.Якунина
Кучеров В.В.
При перепечатке ссылка на www.woodbusiness.ru обязательна!



 «Элси» ООО - производит насадные деревообрабатывающие фрезы с механическим креплением твердосплавных неперетачиваемых ножей на импортное и отечественное оборудование для изготовления дверных и оконных блоков, мебели из натурального дерева, различных погонажных изделий (плинтус, наличник, раскладка, половая и обшивочная рейка), обработки деталей из ДСП и МДФ, разрабатывает и изготавливает нестандартные фрезы по техническим условиям заказчика, эскизу или образцу изделия, профилирует плоские ножи из твердого сплава.
«Элси» ООО - производит насадные деревообрабатывающие фрезы с механическим креплением твердосплавных неперетачиваемых ножей на импортное и отечественное оборудование для изготовления дверных и оконных блоков, мебели из натурального дерева, различных погонажных изделий (плинтус, наличник, раскладка, половая и обшивочная рейка), обработки деталей из ДСП и МДФ, разрабатывает и изготавливает нестандартные фрезы по техническим условиям заказчика, эскизу или образцу изделия, профилирует плоские ножи из твердого сплава.