Обрабатывающий центр с ЧПУ для комплексной обработки всех деталей деревянных домов, включая стропильную часть
Производительность до 8 условных домов в месяц (1 усл. дом =200 м2 дом с размерами 10 х 10)
 Порядок работы:
Порядок работы:
-
Выполняется индивидуальный архитектурный проект дома в компьютерной программе Cadwork
-
Программа автоматически делает распечатку спецификации дома. Все детали выполняются с размерами и в соответствии с требованиями существующих строительных норм.
-
В станок закладываются подетальные распечатки, которые являются программой обработки, устанавливаются заготовки указанных размеров и станок в автоматическом режиме производит обработку детали.
Конструктивные особенности:
-
Пятиножевая обрабатывающая головка.
-
Магазин инструмента.
-
Портальная конструкция
-
13 метровый стол с кантователем
Описание конструкции: Стальная, прочная структура основания обеспечивает неизменность механических характеристик гибкости, скручивания, а также устойчивость и прочность станка. Верхняя несущая балка выполнена с использованием специальных внутренних соединений с усилением жёсткости, гарантирующим высокую геометрическую устойчивость, сохраняющую все необходимые механические характеристики при повышенной нагрузке и точность при перемещении по ней обрабатывающих агрегатов. Верхняя балка приспособлена к установке на ней подвижных тележек работающих по ортогональным осям Х и Z. Два пневмоцилиндра компенсируют вес рабочей головки, гарантируя абсолютно точную балансировку во время вертикальных перемещений. Перемещение ортогональных осей обеспечивается по прецизионным рельсовым направляющим высокой точности с башмаками на бесконечной шариковой опоре со сферами качения.Износ всех подвижных частей и механизмов гарантируется централизованной системой автоматической смазки.
Пневматика: Состоит из: центрального блока пневмораспределения, фильтра-осушителя, группы смазки и регулировки давления.
Электрика: Электрические и электронные компоненты станка Input/Output, расположены в одной из боковых колон. Защищены специальными герметичными дверцами в соответствии с нормами IP 54.Электронные компоненты изолированы от электрических блоков высокой мощности: трансформатора, компонентов управления электрошпинделем. Терминал управления (Компьютер) расположен на боковой колонне станка. Связь между группами Input/Output, терминалом управления и электрическим шкафом осуществляется по защищенным от посторонних воздействий, изолированным кабелям. Электропневматические компоненты станка соответствует нормам IP54.
-
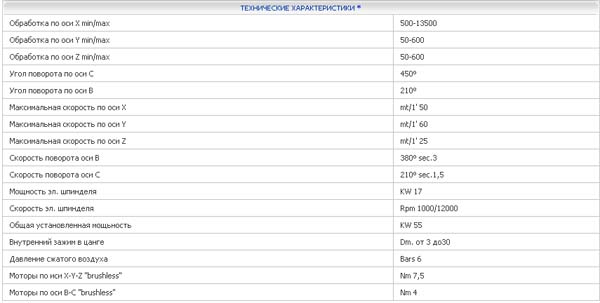
Напряжение питания 380/400 V. 50/60 Hz, sec.24-110 V.
-
Максимальная длина обрабатываемой детали 13.5 метра
-
Минимальная длина обрабатываемой детали 500 мм
-
Полезный ход по оси X максимальная ширина обрабатываемой детали 600 mm минимальная ширина обрабатываемой детали 50 mm
-
Полезный ход по оси Z максимальная высота обрабатываемой детали 600 mm минимальная высота обрабатываемой детали 50 mm
РЕЛЬСОВАЯ СТРУКТУРА - MODULO BINARIO U/13 .
Состоит из: продольной станины из стали большой толщены с дополнительным усилением в наиболее нагруженных участках, приспособленной для передвижения по ней моторизированных тисков, "загрузки и разгрузки" обрабатываемых деталей и передвижению пластиковых цепей несущих эл. проводку. Рельсовый модуль, смонтирован на опорах с регулировочными болтами, для нахождения абсолютного нуля при монтаже, и отверстиями у основания для крепления конструкции к полу.
РОБОТИЗИРОВАННАЯ КАРЕТКА "КРЕСТ" X-Z-1200(2A)-P.ROBOT.
Независимая группа, перемещающаяся по оси Z, смонтирована на подвижном горизонтальном суппорте консольного типа. Каретка по оси Z двигается по закаленным призматическим направляющим большого сечения. Ортогональное перемещение обеспечивается безщеточными серводвигателями и контролируется датчиками, постоянно определяющими позицию. Вес рабочего узла тележки по оси Z сбалансирован 2 пневмоцилиндрами, что гарантирует долговечность его работы и точную балансировку во время перемещений.
 МОТОРИЗИРОВАННЫЕ ТИСКИ.
МОТОРИЗИРОВАННЫЕ ТИСКИ.
MOTORIZED WORKING TABLE WITH CLAMP Моторизированные захватывающие тиски состоят из:
-
гусеничного механизма работающего по часовой и против часовой стрелки для продольной загрузки и разгрузки детали.
-
внутренней каретки для поднятия детали над гусеничным механизмом
-
системы выравнивания и позиционирования детали перед обработкой
-
системы поворота детали на 90° для обработки с 4х сторон.
-
системы вертикального захвата детали с возможностью поворота упора на 90°
-
системы бокового захвата детали
Каждый из тисков может программироваться и управляется независимо от других, позиционируясь в зависимости от длинны детали и видов обработки. Тиски двигаются по закаленным призматическим направляющим большого сечения. Ортогональное синхронное перемещение происходит по специальным зубчатым полозьям и контролируется датчиками, постоянно определяющими позицию. Каждые из захватывающих тисков движутся по своей контролируемой оси.
ТРАНСПОРТЕР ДРЕВЕСНЫХ ОТХОДОВ.
 ТРАНСПОРТЁР, состоит из продольного металлического основания, 2х моторизированных валиков, коврика транспортёра. Расположен по всей длине рабочей зоны центра у основания станины станка. Система предусматривает также 2 патрубка вытяжки для удаления мелкой древесной пыли.
ТРАНСПОРТЁР, состоит из продольного металлического основания, 2х моторизированных валиков, коврика транспортёра. Расположен по всей длине рабочей зоны центра у основания станины станка. Система предусматривает также 2 патрубка вытяжки для удаления мелкой древесной пыли.
ГРУППА ИНВЕКТОРА 22 KW.
Электронная аппаратура для управления скоростью фрезерного узла состоит из статического преобразователя частоты с платой сигнализации и управления. Узел торможения с регулируемым пределом потребления тока для ускорения и торможения.
ГРУППА ЖИДКОСТНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОШПИНДЕЛЯ.
Группа жидкостного охлаждения для электрошпинделя. Жидкость поддерживается при постоянной температуре ниже 18° и выше 10°. Во время включения станка датчик температуры контролирует температуру жидкости перед работой электрошпинделя, охлаждающее устройство доводит жидкость до необходимой температуры. При появлении отклонений от рабочей температуры включается сигнализирующий датчик в компьютере.
ГИДРАВЛИЧЕСКАЯ СТАНЦИЯ.
Гидравлическая станция обеспечивает функции всех механизмов задействованных в блокировке и позиционировании детали на 90?.
БИ ПОЛЮСОВЫЙ РОБОТ ОСЬ A-C.
Группа би-полюсового робота состоит из суппорта цельносварной стальной конструкции, устойчивой к деформациям, изгибам, скручиваниям. Группа разработана с учётом установки на ней эл. Шпинделя высокой мощности, моторизированных групп вращения по оси B и оси C .Перемещение вала B и вала C обеспечивается по средству безщеточных двигателей Brushless и контролируется датчиками, постоянно определяющими позицию Вращение вала оси C составляет 450? (360? ± 45?) град. Вращение вала оси А составляет 220?, ±110? град.Оба вала имеют высокую скорость вращения и интерполируются с линейными осями по программе.
ЭЛЕКТРОШПИНДЕЛЬ 17KW-4P-RL-12-HSK63E-CUA (VC).
Высокочастотный Эл. Шпиньдель17 KW с регулируемой скоростью вращения до 12.000.об/ мин., принудительным жидкостным охлаждением и головкой шпинделя мод.HSK63FЭлектрошпиндель с системой смены инструмента в автоматическом режиме с пневматической фиксацией и сенсорными датчиками безопасности. Вал электрошпинделя сбалансирован, ректифицирован. Керамические подшипники с системой предварительной эластичной нагрузки, пожизненной смазкой и защитой от проникновения пыли. 4х полюсной ротор позволяет достигать повышенной мощности на низких оборотах.
ГРУППА ПО ОСИ X-Z BLOCK-HOUSE "ВЕНЦОВЫЕ ПАЗЫ" .
ГРУППА BLOCK-HOUSE с принудительном воздушным охлаждением по оси Z смонтирована на подвижном горизонтальном суппорте консольного типа. Группа состоит из:2 Каретки (суппорта) по оси Z передвигающиеся посредством предварительно нагруженных отрегулированных прецизионных приводных колодок. Ортогональное перемещение обеспечивается безщеточными двигателями Brushless и контролируется датчиками, постоянно определяющими позицию. Вес кареток по оси Z сбалансирован 2 пневмоцилиндрами, что гарантирует долговечность их работы и точность во время позиционирования. Каждая из кареток по оси Z несёт по одному рабочему агрегату состоящего из 2 эл. шпинделей. Агрегат первой группы предназначен для нарезания венцовых пазов по вертикали. Агрегат второй группы предназначен для нарезания венцовых пазов по горизонтали. Каждый из агрегатов несёт по 2 эл. шпинделя, каждый из которых автоматически позиционируется по программе в зависимости от сечения детали. Группа BLOCK-HOUSE позволяет быстро нарезать венцовые пазы без поворота детали на 90º
ОТДЕЛЬНЫЙ МАГАЗИН ПИЛЫ.
 Отдельный магазин пилы диаметр 650. Расположен на внутренней стороне колонны, захват пилы происходит с помощью мощных магнитов и специального центрального паза для цанги. Сенсорный магнитный датчик гарантирует точность и надёжность операции.
Отдельный магазин пилы диаметр 650. Расположен на внутренней стороне колонны, захват пилы происходит с помощью мощных магнитов и специального центрального паза для цанги. Сенсорный магнитный датчик гарантирует точность и надёжность операции.
 ГОРИЗОНТАЛЬНЫЙ МАГАЗИН PN.8 ПОЗИЦИЙ.
ГОРИЗОНТАЛЬНЫЙ МАГАЗИН PN.8 ПОЗИЦИЙ.
8 позиционный пневматический магазин. Состоит из подвижного суппорта расположенного на одной из боковых колон, движение для подачи и принятия инструмента происходит с помощью пневмоцилиндров по призматическим направляющим.
ЭЛЕКТРОННЫЙ МОДУЛЬ С ЧПУ, КОНТРОЛЬ +PC+TFT .
 Рабочий узел по контролю с интерполяцией 5 осей. Управление и контроль осей, интерфейсом программы EdiCAD разработан по самым современным технологиям, имеет модульную структуру, которая состоит с базы PC, системы оперативной памяти CPU и микропроцессора. Пользователь может с легкостью справляться с управлением над самыми сложными операциями, которые могут быть модулизированы в рабочие операции и проверены с помощью CNC при подсоединении к одному или больше дисплеям. Удобная пользовательская система для простой постройки технологических алгоритмов и создания графического интерфейса при использовании стандартного программного оборудования. (MS-DOS, Windows TM).
Рабочий узел по контролю с интерполяцией 5 осей. Управление и контроль осей, интерфейсом программы EdiCAD разработан по самым современным технологиям, имеет модульную структуру, которая состоит с базы PC, системы оперативной памяти CPU и микропроцессора. Пользователь может с легкостью справляться с управлением над самыми сложными операциями, которые могут быть модулизированы в рабочие операции и проверены с помощью CNC при подсоединении к одному или больше дисплеям. Удобная пользовательская система для простой постройки технологических алгоритмов и создания графического интерфейса при использовании стандартного программного оборудования. (MS-DOS, Windows TM).
Блок управления может контролировать до пяти и больше осей, использовать язык программирования ISO, и графические интерфейсы или постпроцессоры, которые могут быть интегрированными (EdiCAD) или удаленными (внешний CAD3D) Alby-ISO. характеризуется различными программными операциями и процедурами, которые могут быть задействованы одновременно для выполнения определенных действий: EdiCAD графическая среда для двухмерной геометрии; прямое программирование или импорт ISO программ для основных операций, или для обработки трехмерных траекторий; для регулировки скорости перемещения и корректировки вектора инструмента для пятой оси.
Программная среда и интерфейс пользователя
-
Для общения с пользователем используется Windows 2000.
-
2D1/2 "Проблемно ориентированная" графическая программа, одновременно отображающая процессы (EdiCAD),
-
Упрощенное программирование, использующее EdiCAD, работа по четырем осям с контурами (вращение инструмента) на криволинейных поверхностях.
-
Графическое меню для выбора макро процессов с диалоговым окном и помощью.
-
Программирование упрощённое с использованием EdiCAD, при обработке с использованием 4 осей (поворот оси - С - системы маятника оси B- инструмента) на криволинейных поверхностях
-
Система измерения в дюймах или в миллиметрах
-
Встроенный набор инструментов для настройки макросов и повторяющихся операций.
-
Стандартные EdiCAD макропрограммирование:
-
Одиночное сверление с набором технологических настроек
-
Установка фрезы с режимом коррекции радиуса инструмента
-
Пиление панелей фиксированными и наклонными пилами
-
Блоки повторяющихся траекторий с предварительным просмотром, проверкой, вращением - передачей и функцией зеркального поворота;
-
Логические блоки "если", и повтор
-
Геометрические программные функции:
-
Сегменты с программированием по координатам
-
Арки из центра, по радиусу, по трем точкам и с установкой начальной и/или конечной величин угла
-
Двойные арки
-
Изогнутые и радиусные профили на углах кромок
-
Овалы и эллипсы (полные или части)
-
Параметрическое программирование
-
Указание размеров панели, плоскостей и вариантов программ
-
Локальные варианты для программ;
-
Пересылка параметров из программы в подпрограмму;
-
Арифметические, логические и тригонометрические операторы;
-
Программирование по инструменту и по диаметру с оптимизацией остановок и траекторий перемещения;
-
Встроенная справочная графическая система с контекстным поиском и многоязыковой поддержкой;
-
Программирование на узких и тонких деталях с виртуальной системой контрольных точек;
-
Компоненты справки CAD в чертежах: выбор чертежа, копирование и вставка, увеличение, сетка, вращение - пересылка, многоуровневые профильные кромки;
-
Импортирование ISO и DXF файлов из CAD/CAM систем;
-
По запросу, прямое программирование со структурой и параметрами языка ISO;
-
3D симуляция с увеличением и изменением перспективы;
-
По запросу, сетевое подключение
Режимы работы центра
-
Выполнение программы с использованием нормального и зеркального изображения;
-
Реконструирование бесконечных профилей из линейных микросегментов с использованием сплайновых процедур;
-
Автоматический расчет вектора перемещения инструмента;
-
Коррекция вектора пятой оси и скорости перемещения
-
Графическая симуляция перемещения режущего инструмента
-
По запросу, считывание профилей с использованием цифровой антропоморфной руки;
-
DNC по локальной сети
-
Постоянная диагностика и журнал регистрации аварийных остановок центра
-
Настраиваемая, графическая сводная панель с сообщениями
-
Инструменты диагностики для установки осей, осциллограф и встроенный логический анализатор;
Характеристики компьютера
-
Процессор Пентиум 4
-
512 Мб оперативная память
-
40 Гб жесткий диск
-
3 ½ дисковод
-
CD-ROM/DVD 16X
-
последовательные и параллельные порты
-
USB выходы
-
Windows 2000
-
15" ЖК монитор
-
Клавиатура и мышь
Операторская панель управления с монитором установлена на подвижной подставке. Система управления расположена внутри отдельного блока вместе с электрической панелью и электронными компонентами, такими как система контроля осей и скорости перемещения.
 ПЕРЕНОСНОЙ МНОГОФУНКЦИОНАЛЬНЫЙ ПУЛЬТ УПРАВЛЕНИЯ
ПЕРЕНОСНОЙ МНОГОФУНКЦИОНАЛЬНЫЙ ПУЛЬТ УПРАВЛЕНИЯ
Клавиатура дистанционного управления имеет следующие функции:
-
Старт, остановка, окончание и установка точки;
-
Ручное управление перемещением и скоростью любой отдельной оси центра;
-
Настройка скорости перемещения при выполнении трехмерных траекторий;
-
Регулировка скорости вращения электрошпинделя;
-
Ручная настройка направления осей;
-
Ручная установка функции смены инструмента;
-
Фиксация и разблокировка инструмента;
-
Подтверждение в процессе смены инструмента;
Возможен выбор в ручном режиме типа мотора и внесение в память (F1,F2,F3,F4) используемого инструмента.
ИНДУСТРИАЛЬНЫЙ ПРИНТЕР (НАНЕСЕНИЕ ЭТИКЕТКИ).
ИНДУСТРИАЛЬНЫЙ ПРИНТЕР c высокими эксплуатационными характеристиками, печатной головкой под наклоном, скоростью печати 254 mm/sec. Принтер располагает диагностическим дисплеем и сенсорами температуры окружающей среды.
Характеристики:
-
Печать: нанесение термическое и прямое -Driver для WINDOWS
-
Разрешение: 8 dots/mm.
-
Ширина печати: 104mm - длина: 384 mm. Скорость печати 254 mm/sec.
-
Интерфейс: RS232 серийный
-
Связь: с персональным и индустриальным компьютерами
-
Шрифт: 21 шрифт Windows- диагностики: дисплей и клавиатура
-
Графика: печать логотипа и символов
-
Питание: трубное или непрерывное
-
Бар код: все стандартные - двухмерные коды
-
Материал: картон или синтетический материал
АВТОМАТИЧЕСКАЯ СМАЗКА ПОДВИЖНЫХ МЕХАНИЗМОВ.
Автоматическая смазка осей. Система обеспечивает смазку всех направляющих и салазок, зубчатых реек, прецизионных редукторов и червячных винтов. Электронный контроль гарантирует хронированую подачу смазки и сигнализацию в случае её завершения.
ПОДАЮЩИЙ ТРАНСПОРТЕР НА ВХОДЕ.
 Система предварительной сортировки на входе. Стальная, прочная структура основания обеспечивает неизменность механических характеристик гибкости, скручивания, а также гарантирует устойчивость и прочность. Структура состоит из 8 параллельных широкоформатных (моторизированных) гусениц расположенных на прогрессивном расстоянии. Гусеницы приводятся в движение с помощью моторедукторов гарантирующих подачу деталей в 2 скоростных режимах.
Система предварительной сортировки на входе. Стальная, прочная структура основания обеспечивает неизменность механических характеристик гибкости, скручивания, а также гарантирует устойчивость и прочность. Структура состоит из 8 параллельных широкоформатных (моторизированных) гусениц расположенных на прогрессивном расстоянии. Гусеницы приводятся в движение с помощью моторедукторов гарантирующих подачу деталей в 2 скоростных режимах.
-
сортировка, накопление
-
подача на обработку, обратный ход для повторного выравнивания.
РОЛЬГАНГ НА ВЫХОДЕ.
 Система сортировки на выходе. Стальная, прочная структура основания обеспечивает неизменность механических характеристик гибкости, скручивания, а также гарантирует устойчивость и прочность. Структура состоит из 8 параллельных холостых рольгангов расположенных на прогрессивном уменьшенном расстоянии, вся структура находится под углом для принятия готовых деталей.
Система сортировки на выходе. Стальная, прочная структура основания обеспечивает неизменность механических характеристик гибкости, скручивания, а также гарантирует устойчивость и прочность. Структура состоит из 8 параллельных холостых рольгангов расположенных на прогрессивном уменьшенном расстоянии, вся структура находится под углом для принятия готовых деталей.
ЗАЩИТА РАБОЧЕЙ ЗОНЫ.
Защита, состоит из серии поликарбонатных панелей, защищающих от возможных сколов и выброса опилок. Вход в рабочую зону возможен только при обесточенном центральном пульте управления.
ИНТЕРФЕЙС SOFTWARE РАБОТА С СИСТЕМАМИ CADCAM (CADWORK). ИМПОРТ ФАЙЛОВ В ФОРМАТЕ BTL, BVN.
ТЕЛЕСЕРВИС МОДЕМ.
Связь со станком из Италии для контроля программного обеспечения и вмешательства в него в случае необходимости.
ОПЦИИ:
 1 535998 ЗАПАСНОЙ ВАЛ ДЛЯ ЭЛ. ШПИНДЕЛЯ 17KW-4P-RL-12-HSK63E-CUA (VC)
1 535998 ЗАПАСНОЙ ВАЛ ДЛЯ ЭЛ. ШПИНДЕЛЯ 17KW-4P-RL-12-HSK63E-CUA (VC)
АГРЕГАТ ПИЛА 400x10.
ОТДЕЛЬНЫЙ МАГАЗИН ДЛЯ ПИЛЫ.
Отдельный магазин для "агрегата пила". Расположен на внутренней стороне колонны, захват пылы происходит с помощью мощных магнитов и специального центрального паза для цанги HSK. Сенсорный магнитный датчик гарантирует точность и надёжность операции.
БЛОКИРУЮЩИЙ ФЛАНЕЦ.
Фланец обеспечивающий блокировку агрегата пила на эл. шпинделе
ПОМПА, СМАЗКА МЕХАНИЗМОВ ПИЛЫ.
Дозирующая помпа. Гарантирует смазку механизмов пилы во время её работы.
Компания "Ками-Станкоагрегат"
При перепечатке ссылка на www.woodbusiness.ru обязательна!



 «Глобал Эдж» представляет изготовителям мебели, столярно-строительных изделий и элементов интерьера мембранно-вакуумный пресс с автоматической загрузкой мод. BR-2600.
«Глобал Эдж» представляет изготовителям мебели, столярно-строительных изделий и элементов интерьера мембранно-вакуумный пресс с автоматической загрузкой мод. BR-2600. Предназначена для продольной распиловки брёвен на пиломатериалы. Область применения: лесопильные цеха леспромхозов и деревообрабатывающих предприятий небольшой мощности.
Предназначена для продольной распиловки брёвен на пиломатериалы. Область применения: лесопильные цеха леспромхозов и деревообрабатывающих предприятий небольшой мощности. Компания GRIFO уже более 50 лет является одним из ведущих производителей заточного оборудования. Название компании происходит от названия мифологического животного "ГРИФОН" - с "очень острыми" когтями. Поэтому именно так мы назвали наше производство заточного оборудования, в результате работы которого получаются "очень острые" инструменты. C самого начала единственной целью производства для компании GRIFO является обеспечение станками, максимально приближенными к технологической эволюции заточки инструмента.
Компания GRIFO уже более 50 лет является одним из ведущих производителей заточного оборудования. Название компании происходит от названия мифологического животного "ГРИФОН" - с "очень острыми" когтями. Поэтому именно так мы назвали наше производство заточного оборудования, в результате работы которого получаются "очень острые" инструменты. C самого начала единственной целью производства для компании GRIFO является обеспечение станками, максимально приближенными к технологической эволюции заточки инструмента.