Обслуживание дереворежущих инструментов. Часть 2
Заточка
ножевых головок.
Ножи в
ножевых головках перетачивают по задней поверхности.
По способу
заточки ножевые головки можно разделить на две
подгруппы:
Первая
подгруппа -
Строгальные ножевые головки.
Вторая
подгруппа
-
Ножевые головки для обработки профильных
поверхностей.
Строгальной
называется ножевая
головка, в корпус которой устанавливаются прямые ножи. Эти ножи имеют
толщину 3мм, ширину 30мм и различную длину в зависимости от ширины обработки.
Профильной
называется Профильной
называется ножевая головка, в корпус которой устанавливают
профильные ножи. Эти ножи имеют толщину 8мм, ширину 50, 60 или 70мм (в
зависимости от глубины профиля) и различную длину в зависимости от ширины
обработки.
Алгоритм заточки строгальной
ножевой головки
следующий:
1. На
специальном приспособлении в ножевой
головке устанавливаются ножи.
Ножи устанавливаются таким
образом, чтобы все их вершины расположились строго на одной
окружности;
2. Ножевая
головка
устанавливается на заточном станке таким образом, чтобы задняя поверхность ножа
была строго параллельна плоскости шлифовального круга;
3. Абразивный инструмент
подводится к задней
поверхности ножа. Положение абразивного инструмента определяется по искре, то
есть круг слегка касается затачиваемого инструмента;
4. Абразивный
круг выполняет три
движения:
4.1 n - вращение,
об/мин
4.2 S - возвратно-поступательное движение вдоль
оси ножевой головки, дв.ход/мин
4.3 S1 - прямолинейное
движение перпендикулярно оси ножевой головки,
мм/дв.ход
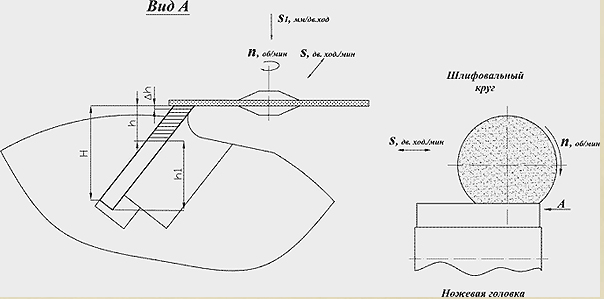
Рисунок заточки строгальной ножевой
головки
При заточке
строгальных
ножевых головок следует обращать внимание на ряд
особенностей:
Ножи в обычных и гидрозажимных строгальных ножевых головках
имеют разные задние углы.
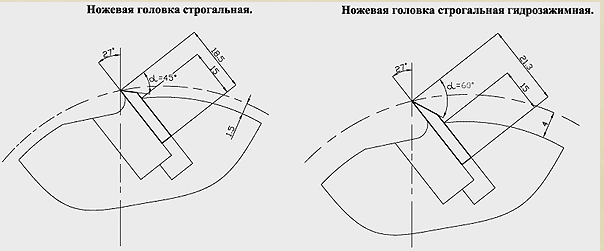
Рисунок
строгальной и гидрозажимной ножевых головок
Задний угол у ножей в
обычных строгальных ножевых
головках составляет 45 градусов. Задний угол у ножей в
гидрозажимных ножевых головках составляет 60 градусов.
Таким образом, ножи в
обычных и гидрозажимных ножевых
головках имеют различные углы заострения betta.
От
величины угла заострения зависит сила резания, необходимая для отделения
стружки. Чем меньше угол заострения, тем меньше силы резания. Однако при
уменьшении угла заострения режущая кромка начинает терять свою стойкость.
Для
увеличения стойкости ножей в гидроголовках на задней поверхности ножа делают
небольшую фаску.
Эта фаска позволяет увеличить прочность режущей кромки и
увеличить площадь соприкосновения режущей кромки с обрабатываемой заготовкой. В
результате увеличения соприкосновения режущей кромки с обрабатываемой заготовкой
увеличивается теплоотвод из зоны резания. Уменьшение температуры в зоне резания
значительно увеличивает стойкость лезвия.
Стойкость инструмента также существенно зависит от величины заднего
угла. Чем больше задний угол, тем меньше интенсивность изнашивания лезвия по
задней поверхности. По этой причине задний угол у ножей гидроголовок делают
большим.
При заточке ножей с
напайным твёрдым сплавом задний угол стальной державки должен быть на
5-10 градусов больше, чем угол самого твёрдосплавного лезвия. Это необходимо для
того, чтобы алмазный круг не касался во время заточки стальной
державки.
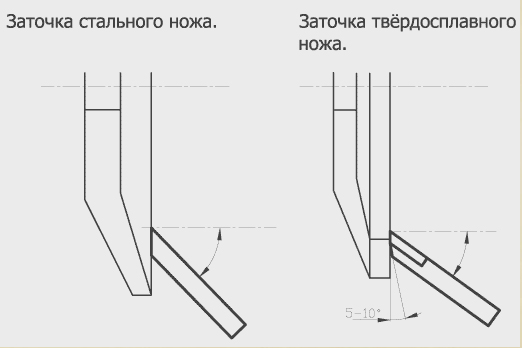
Рисунок заточки твердосплавного ножа
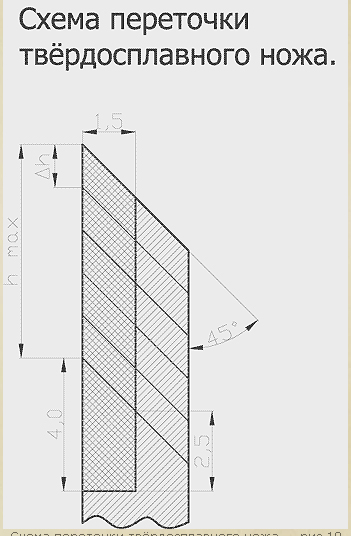
Схема переточки твердосплавного ножа
Весьма важно при
заточке помнить предельно допустимые минимальные размеры строгального ножа.
В
обычных строгальных ножевых головках минимальная ширина ножа составляет 18,5мм.
При меньшей ширине ножа не обеспечивается надёжность крепления ножа в корпусе. В
гидрозажимных строгальных ножевых
головках минимальная ширина ножа составляет 21,3мм.
Таким
образом, у обычного строгального ножа, ширина которого составляет 30мм, в
обычной ножевой головке зона переточки составляет 11,5мм, соответственно, в
гидрозажимной ножевой головке зона переточки составляет 8,7мм.
У
твёрдосплавных ножей с напайным твёрдым сплавом минимальная высота напаянного
твёрдого сплава при переточках должна быть не менее 4мм. Как правило, высота
напайки твёрдого сплава составляет 10мм. Таким образом, зона переточки
твёрдосплавного ножа составляет 6мм.
Существуют специальные ножевые
головки, в которых система крепления ножей устроена таким
образом, что эти ножи перетачивают по передней поверхности на
плоско-шлифовальных станках.
В этом случае строгальный нож на тыльной стороне
имеет прецизионный выступ. В свою очередь зажимной кулачок в корпусе ножевой
головки имеет ответный прецизионный паз. При установке ножей выступ на ноже
совмещается с пазом в кулачке, и все ножи устанавливаются точно равноудалёнными
от центра на одной окружности.
Данные ножи имеют две режущие кромки. В
процессе эксплуатации ножи переворачиваются.

Фото специальной ножевой головки
Шлифуются эти ножи на
плоско-шлифовальном станке до тех пор, пока на передней поверхности ножа не
исчезнет продольный паз. Глубина этого паза порядка одного миллиметра. Таким
образом, такой нож можно переточить 10-15 раз.
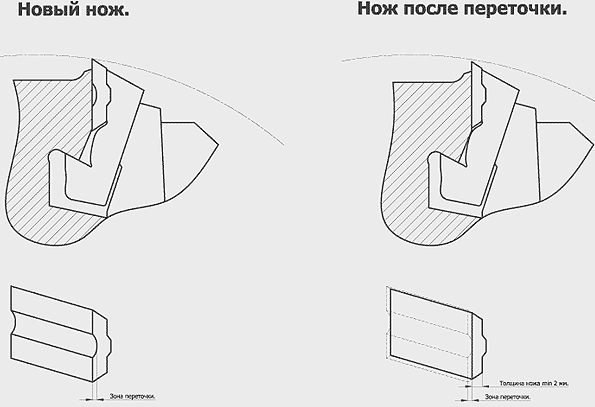
Рисунок ножа
Алгоритм
заточки ножевой головки с профильными ножами
следующий:
Алгоритм заточки ножевых головок с профильными
ножами такой же, как и строгальных ножевых головок за исключением трёх
моментов:
1. Для установки ножей в корпус ножевой головки не требуется
никаких специальных приспособлений. На тыльной стороне ножа имеется прецизионное
рифление, которое при установке ножа совмещается с ответным рифлением в корпусе
инструмента;
2. Возвратно-поступательное движение вдоль оси инструмента
абразивный круг выполняет не по прямолинейной траектории, а повторяет
криволинейный профиль ножа;
3. При переточке профильного ножа ось
абразивного инструмента всегда параллельна оси ножевой головки;
Это
обстоятельство приводит к тому, что задняя поверхность профильного ножа не
прямолинейная, а радиусная.
Особенности заточки профильных ножей можно
рассмотреть на примере ножей для обработки профильной вагонки.
Помимо основных
геометрических параметров инструмент имеет также вспомогательные, которые по
своей значимости не менее важны для качественной обработки изделия. Одним из
таких параметров является вспомогательный задний угол alfa. На сечении D-D
показан вспомогательный задний угол. Этот угол необходим для того, чтобы
вспомогательная задняя поверхность ножа при обработке не соприкасалась с
обрабатываемой заготовкой. Если резец не имеет вспомогательных задних углов,
инструмент начинает «гореть». Рассмотрим заточку правого ножа.
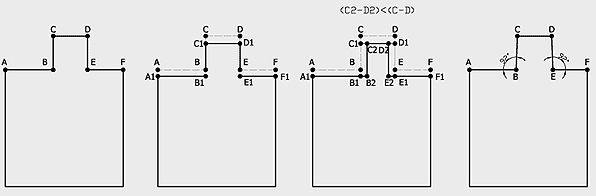
Представленный нож
имеет ряд режущих кромок:
A-B, B-C, C-D, D-E, E-F
При заточке все
режущие кромки ножа должны быть переточены. В рассматриваемом случае критична
переточка режущих кромок B-C и D-E.
При переточке этих кромок
происходит уменьшение размера C-D.
Для
того чтобы переточка кромок B-C и D-E была не столь критична,
данные кромки выполняют с углом в плане. Этот угол делают небольшим, чтобы не
ослабить прочность соединения элементов готового изделия, он
равен 2-3 градуса. Гораздо лучшие условия обработки создаются при обработке
шпунта и гребня составными фрезами. При переточке составной фрезы также происходит уменьшение размера C-D. Однако
составная фреза может раздвигаться и точно восстановить первоначальный размер
C-D.
Составные фрезы раздвигаются с помощью дистанционных колец. Толщина
такого кольца может быть равна 0,01мм. Соответственно, размер C-D можно
корректировать с точность до 0,01мм. Данная точность является более чем
достаточной. То обстоятельство, что составные фрезы могут быть раздвинуты с большой точностью, позволяет
выполнять их режущие кромки с большими вспомогательными задними
углами.
Пресс-служба компании Tool Land.
При перепечатке
ссылка на www.woodbusiness.ru
обязательна!